








产品参数
盘式制动器的安装、调试和维护
USB 5
B 06 20 185 E-CN
Page 1/6
05.2002
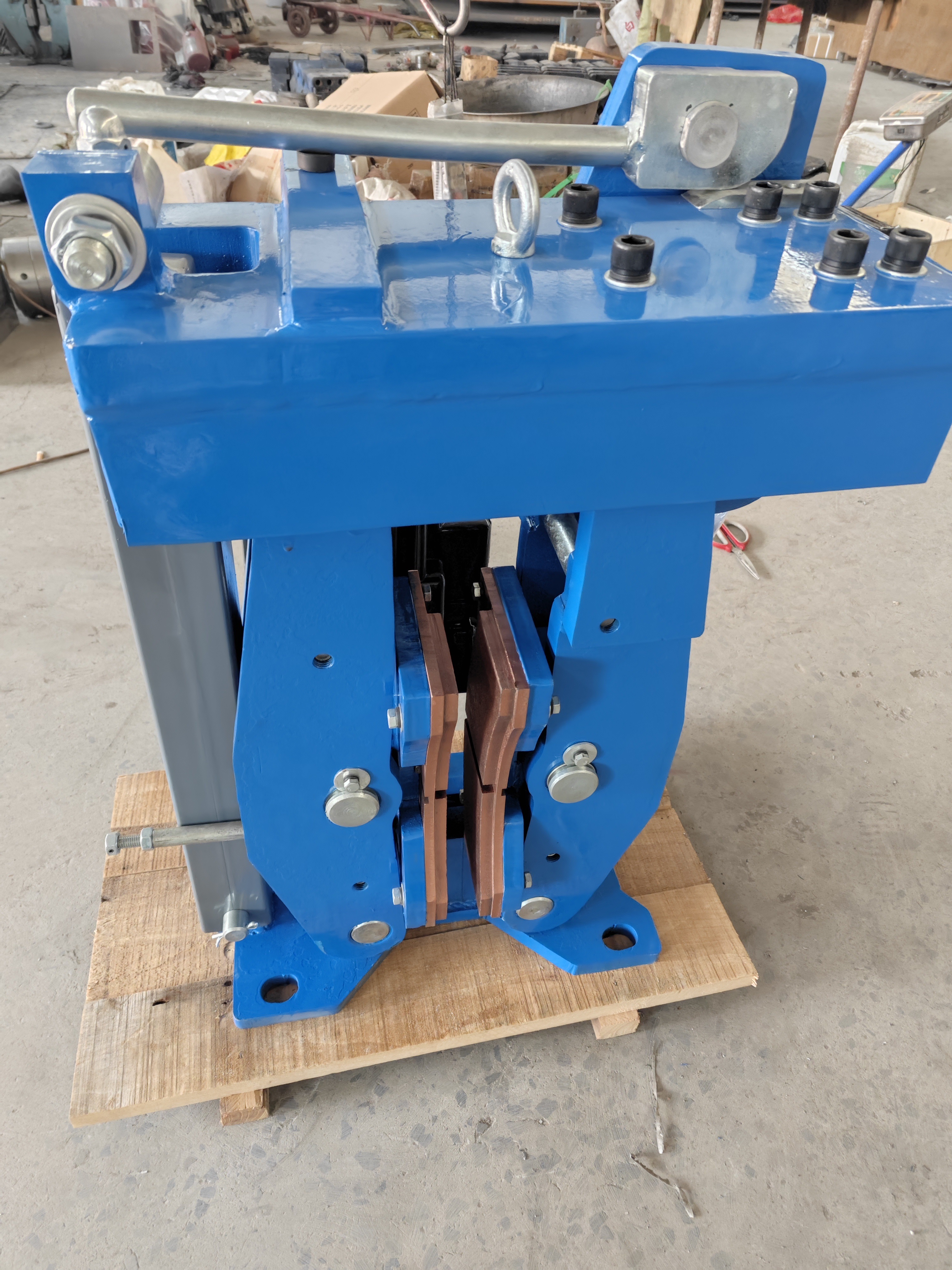
3 一、USB3 型盘式制动器的组成
USB5主要组成部分如下图所示:
底 板: 通过四个安装螺栓将制动器安装在底部支架或者其它结构上。
制动臂: 与制动瓦连接,制动盘位于制动瓦之间。制动臂与拉杆和杠杆板连接,通过弹簧产生制动力。
弹簧组件: 由弹簧管、螺杆、弹簧、活塞支板和力矩刻度标组成。调整弹簧可改变制动力的大小。
推动器: 克服弹簧力,制动器松闸。有电液、电磁、液压或气动式推动器。
拉 杆: 将制动力传递到两个制动臂上。拉杆是制动器中受力大的部件。所有 SIBRE 制动器的拉
杆都采用不锈钢制成。
摩擦片磨损: 对摩擦片磨损进行补偿。但是,每个制动循环的补偿量是有限的。因此,应根据实际
补偿装置 情况,由维修人员手动调整来补偿磨损量。
杠杆板: 弹簧组件和推动器都连接在杠杆板上,以此实现小行程大作用力。
杠杆板
制动臂
制动靴
摩擦片
底 板
手动释放
弹 簧
调节螺母
弹簧组件
摩擦片
磨损补偿
推动器
手动释放
加长管
插图 1
盘式制动器的安装、调试和维护
USB 5
B 06 20 185 E-CN
Page 2/6
05.2002
二、从制动盘的一侧进行安装
注意:运行调试之前,应拆卸掉吊环!
1.拆除端盖 A,调节制动瓦之间的距离至
比制动盘厚度大 2 mm。
2.将制动器置于底座上,滑入制动盘,
拆除吊环 。
3.安装推动器,并连接安装电气、液力
或气动系统。
4.拧紧拉杆调节螺母至摩擦片靠紧制动盘
制动器自动对中。
5.调整补偿行程,见第 4 页。
6.利用推动器,使制动器开合数次。
7.仔细检查制动器相对于制动盘是否
对中,必要时应进行调整。
8. 制动器处于合闸位置并对中后,
等力矩拧紧四个底脚螺栓。
采用 8.8 级或螺栓,
在螺帽下装入硬质垫片
(DIN125 200HV 或 300HV)。
9.制动器允许对中误差值为:
max.±0.3 mm(1')。
插图 2
拉杆调节螺母 端盖 A
拉 杆
拉杆调节螺母
插图 3
盘式制动器的安装、调试和维护
USB 3
B 06 20 185 E-CN
Page 3/6
05.2002
三、制动器调试方法
1. 推动器断电(制动器合闸)。
2. 取下螺钉 B,松开端盖 A。
3.顺时针旋转拉杆调节螺母,调节补偿行程 X。
(第 2 页,图 3)
4.旋转弹簧调节螺母,调整制动力矩。力矩大小可以
从刻度标读出(以弹簧支板的上沿为基点)。必要
时应重新调整补偿行程 X(图 4)。相反方向可松开
弹簧。
5.由于采用等退距机构,不必进行等间隙调节(见图
5)。其功能如下:
- 两侧摩擦片间隙相等;
- 安装过程中制动器自动对中;
- 无需调节制动臂限位挡块;
- 摩擦片磨损后,制动器结构仍然稳定。
6.安装端盖 A 后,注意驱动销应位于调节螺钉
和挡钉之间。
四、摩擦片磨损补偿装置的调整:
” (图“A” )
1. 退出端盖上的调节螺钉,露出驱动销。
2. 将驱动销尽可能向上推动。
3. 使用推动器开合制动器数次,然后合闸。
4. 拧入调节螺钉,使调节螺钉和驱动销之间
的间隙约为 0.1-0.25 mm。紧固锁紧螺母。
注意:此时,不应旋动调节螺钉,改变驱动销的位置。
注意:补偿装置的作用是对摩
擦衬垫的磨损量进行补偿。但
是,每个制动循环的补偿量是
一定的。因此,应根据实际使
用情况,还要由维修人员手动
调整,以补偿附加的磨损量。
插图 4
补偿行程:推动器行程的 20%(8…12mm)
拉杆调节螺母
插图 5
插图 6
挡 钉
拉杆调节螺母
锁紧螺母
驱动销
调节螺钉
等退距机构
盘式制动器的安装、调试和维护
USB 3
B 06 20 185 E-CN
Page 4/6
05.2002
五、补偿行程和手动磨损量补偿的调整方法
制动器安装在底座上时,必须调整补偿行程。
拆除螺钉“B”,松开端盖“A”。
a)如果尚未调整制动力矩,首先应该将推动器
活塞置于下端位置,然后旋转拉杆调节螺母,
升起活塞至总行程 20%的位置(约 约 8 8 -12 mm)。
推动器铭牌上标有总行程,也可直接测量。
调节好补偿行程,紧固端盖“A”,并调直
磨损补偿装置。
b) 如果已经调整好制动力矩,将推动器活塞升上端位置(制动器完全松闸)。操作如下:
- 顺时针旋转拉杆调节螺母(1/4 转);
- 制动器合闸,测量补偿行程。
重复进行上述步骤,使制动器位于合闸位置时,补偿行程约为 20%(8-12 mm)。
如果补偿行程太大,则可逆时针旋转拉杆调节螺母以减小补偿行程。
尺寸X与具体结构无关。
图中X作为示例,仅说明补偿行程的测量位置。
制动器使用过程中,若需要逐渐减小补偿行程,则应进行手动补偿磨损量。手动补偿磨
损的方法如 a)、b) 所述。
注意: 如果不调整补偿行程,可能会导致制动失效。
注意:如果制动器装有磨损补偿装置,必须连续调节补偿行程。
根据具体使用情况,还需要手动补偿附加的磨损量。
如果制动器配备附属液压卡紧装置或者附属紧急松闸装置,则其补偿行程亦需调整。
拉杆调节螺母
插图 7
B
盘式制动器的安装、调试和维护
USB 5
B 06 20 185 E-CN
Page 5/6
05.2002
六、制动衬垫更换方法
注意:摩擦片约剩余 m 2mm 时,应更换!
更换摩擦片时,不需拆卸制动器:
1.松开弹簧组件 1、2 中的弹簧,取下端盖 A;
2.逆时针旋转拉杆调节螺母,使制动块和制动盘间距能插入新的衬垫;
3.松开制动衬垫的安装螺钉;
4.向上拉动并取出制动衬垫;
5.更换新的制动衬垫,按上述步骤逆序完成安装;
6.重新调整制动器。
端盖 A
制动瓦 销轴
拉杆调节螺母
制动瓦夹紧弹
摩擦片
摩擦片固定螺
制动瓦
盘式制动器的安装、调试和维护
USB 5
B 06 20 185 E-CN
Page 6/6
05.2002
七、安装时的异常情况
故障、产生原因及排除方法
出现以下异常情况时,可能出现了故障。在消除复杂设备的故障时,必须考虑其它组
成因素的影响。进行修理或其它工作之前,必须确保整个传动系统完全停车,尤其是驱动电
机必须联锁,以防止意外启动。此外,必须遵守一些专门规程,以防止整台设备发生事故。
异常情况>可能原因>排除方法
制动轮/盘打滑
1)未调整制动力矩 > 根据手册调整制动力矩。
2)未调整推动器的补偿行程 > 根据手册调整补偿行程,并在制动器运转时进行检查。
3)摩擦片的接触面积太小 > 将摩擦片和转动的制动盘进行磨合。
4)摩擦片磨损,刮擦制动盘表面 > 更换摩擦片和/或制动盘。
5)合闸时,制动器与机械限位装置干涉(手动松闸架、应急松闸缸等未调整)。
> 检查选配件是否调整,必要时进行重新调整。
运行中补偿行程改变
1)补偿行程增大,偿量太大 > 根据手册重新调整补偿行程。
2)补偿行程减小,使补偿量太小
> a) 根据手册重新调整补偿行程;
> b) 补偿装置补偿量小于每个制动循环的摩擦片磨损量,需要定期手动补偿加以补偿
(如何进行,请与制造商联系)。
3)补偿行程改变,由于传动系统的不平衡产生振动
> 减少振动。(与制造商联系)。
摩擦片磨损过度或磨损不均匀
制动器安装不对中,或者发生故障 > 使制动器对中。
制动器松闸时不平稳
长期运转之后,衬套可能出现磨损 > 将制动器返回制造商进行改造。
制动时产生异常响声
1)制动盘和摩擦片的表面存在缺陷 > 检查制动盘和摩擦片表面,必要时更换。
2)相关零部件平衡不良 > 使相关零部件保持平衡





